Kontaktný ohrev pevných látok
Informácie potrebné pre stanovenie príkonu vyhrievacích telies ku kontaktnému ohrevov pevných látok:
- Špecifikácie ohrievaného materiálu vrátane jeho povrchu (lesklý, černený pod.).
- Hmotnosť, tvar a umiestnenie materiálu.
- Počiatočná a cieľová teplota.
- Požadovaný čas ohrevu.
- Informácie o teplote okolia prípadne o spôsobe zaizolovanie.
Pre návrh konkrétneho riešenia, tj. Pre voľbu typu vyhrievacieho telesa, tvaru a rozmeru je potrebné definovať:
- Rozmery a tvar ohrievaného dielu, miesto a priestor určený pre elektrické zakončenie (vývody).
- Prostredie a obmedzujúce faktory v mieste elektrického ukončenie (napr. Vibrácie, pohyb dielu, vlhkosť, ohyb vývodov v mieste výstupu z dielu, riziko mechanického poškodenia, riziko kontaminácie olejom alebo inou kvapalinou, výbušnosť prostredia atď.)
- Predpokladaný spôsob regulácie teploty.
Pro více informací nebo pomoc při řešení konkrétních topných situací nás kontaktujte.
Používaná vyhrievacie telesá
vyhrievacie patróny
Vysokozatížené patróny – ak to dovoľuje tvar a veľkosť ohrievaného dielu veľmi používaný a efektívny spôsob ohrevu. Nevhodné pre príliš rozmerné dielce – viac informácií viď. „Vysokozatížené patrony“
Střednězatížené patróny -Maximálne odporúčané pracovnej teploty a merné zaťaženia sú nižšie ako u vysocezatížených patrón. Logická voľba pre niektoré rozmerovo náročnejšie aplikácie, kde vysoko-zaťažené patróny nemožno použiť. – viac informácií viď.„Střednězatížené patróny“
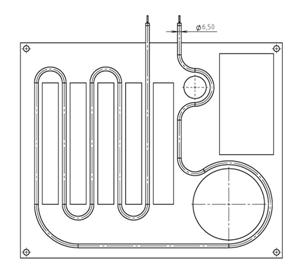
Patróny ø 6.5 mm sú vhodným riešením v situáciách, kde je potreba zapustiť tyč do drážky tvarované v povrchu ohrievaného kovového dielu. Drážka sa vyrába o 0,1 – 1,5 mm širšie ako vyhrievacie tyč, podľa spôsobu zabudovania, pracovnej teploty dielu, tvaru telesa a merného zaťaženia vyhrievacie tyče.
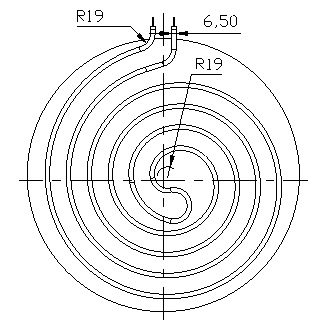
Pokiaľ si zákazník zaisťuje i tvarovanie vyhrievacích patrón priemeru 6.5mm do drážky, je minimálna odporúčaný priemer ohybu 38mm (pozor raz tvarovaná tyč nesmie byť zrovnaná späť). Po varovaní alebo lisovanie vyhrievacích telies do drážky je nutné opätovné odskúšanie na elektrickú pevnosť a elektrický obvod podľa (STN EN 60335-1).
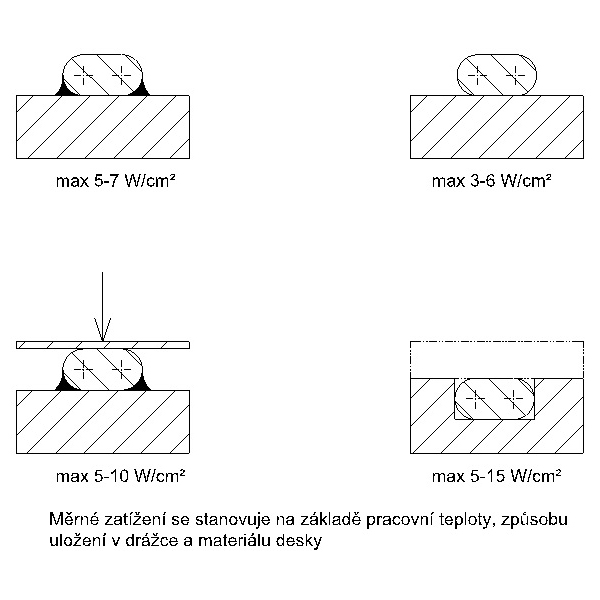
Doporučené mernej zaťaženie tyčí je 7-15 W/cm2, podľa spôsobu uloženia tyčí v drážke ohrievaného materiálu, pracovnej teploty a materiálu ohrievaného dielu. Maximálna odporúčaná pracovná teplota sa stanovuje na základe merného zaťaženia tyčí, spôsobu uloženia tyčí v drážke a materiálu dosky.
Nízcezatížené patróny – logická voľba pre niektoré teplotne menej exponované alebo rozmernejšie aplikácie. Více viz. „Nízko-zaťažené patróny“.
Rúrkové vyhrievacie telesá
V mnohých prípadoch cenovo dostupnejšie a navyše tvarovo variabilnejšie riešenie než vyhrievacie patróny. Spôsoby kontaktného ohrevu rúrkovými vyhrievacími tyčami: 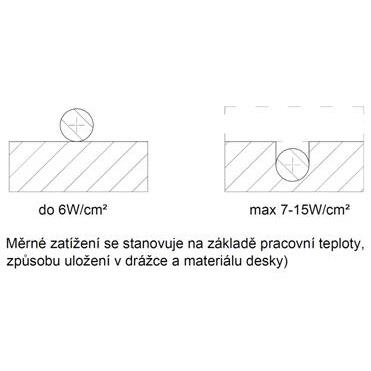
Drážka sa vyrába o 0,1 – 1,5 mm širšie ako vyhrievacia tyč, podľa spôsobu zabudovania, pracovnej teploty dielu, tvaru telesa a merného zaťaženia vyhrievacie tyče.
Používajú sa tyče s ø 6.5 mm a ø 8.5 mm (pre zložitejšie tvary prednostne tyče ø 6.5 mm).Ak sú objednávaná vyhrievacie telesá určené do drážky, táto informácia musí byť uvedená. Zaisťuje Ak si zákazník aj samotné tvarovanie vyhrievacích tyčí do drážky, je u tyčí ø6.5mm minimálny doporučený priemer ohybu 38mm </ strong>. Pozor, raz tvarovaná tyč nesmie byť zrovnaná späť. Ak sa telesá tvarujú alebo lisujú do drážky je nutné opätovné odskúšanie na elektrickú pevnosť a elektrický obvod podľa (STN EN 60335-1).
Maximálna odporúčaná pracovná teplota týči sa stanovuje na základe merného zaťaženia W/cm2, spôsobe uloženia tyčí v drážke a materiálu dosky.
Další v průmyslových aplikacích užívanou metodou je zalití povětšinou tvarovaných trubkových topných tyčí do hliníkové slitiny (v naší firmě neprovádíme, ale můžeme zprostředkovat).
Více viz. „Trubková topná tělesa“.
Plochá rúrkové ohrievacie telesá
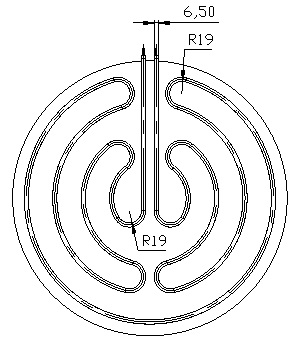
Často cenovo dostupnejším riešením oproti vyhrievacím patronám. Vhodné pri aplikáciách, kde je požiadavka vývodov na jednej strane tyče.
Spôsoby kontaktného ohrevu plochými rúrkovými vyhrievacími tyčami:
 Více viz. „Plochá rúrkové ohrievacie telesá“.
Více viz. „Plochá rúrkové ohrievacie telesá“.
Ploché vyhrievacie tyče sa štandardne umiestňujú do priamočiare drážky obdĺžnikového profilu. Maximálna odporúčaná pracovná teplota sa stanovuje podľa typu tyče, merného zaťaženia tyče W/cm2, spôsobe uloženia tyčí v drážke a materiálu dosky.
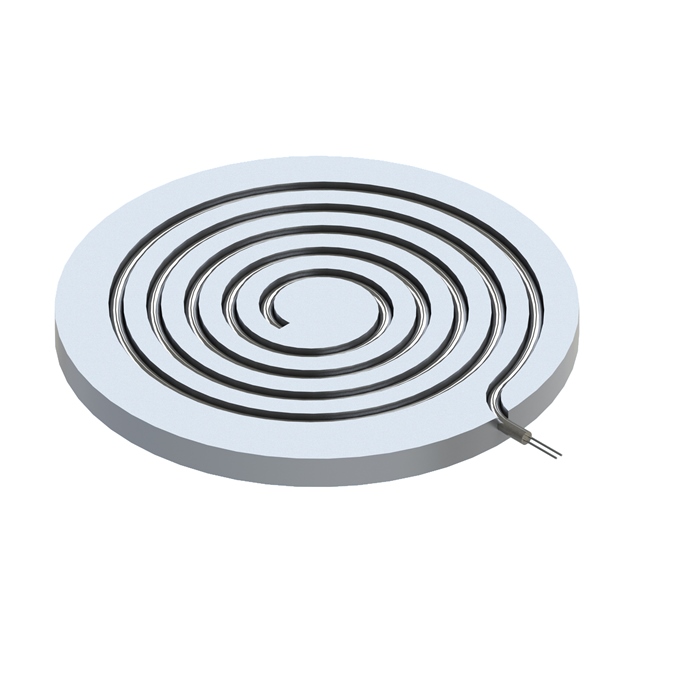
Vyhrievací drôt zabudovaný priamo v ohrievanej kovovej doske
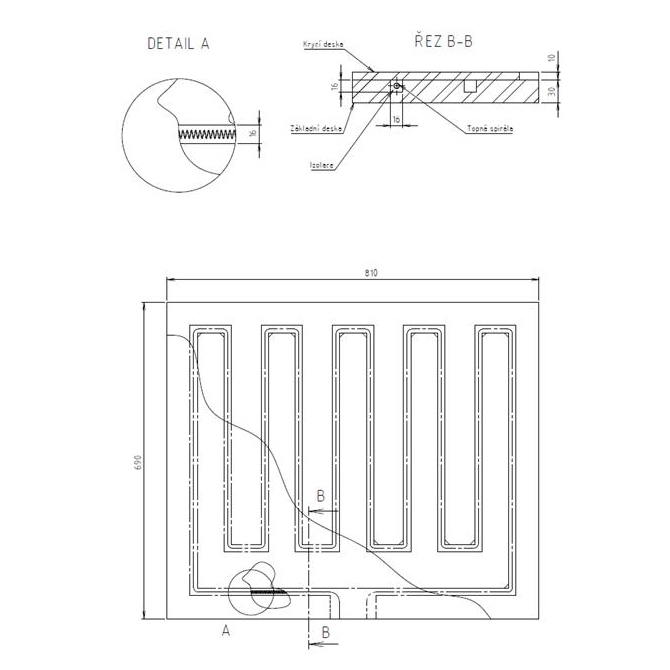
Často vhodná varianta ohrevu kovových dosiek veľkých rozmerov. Vysoká životnosť. Použiteľné iba v aplikáciách bez rizika kontaminácie izolácie.
Vyhrievacie pásy a plochá sľudová telesa
Kontaktný ohrev pevných materiálov je charakteristickým spôsobom ich použitia. Viac viď. „Topné pásy, Plochá telesá sa sľudové izoláciou“.
Používané materiály plášťa vyhrievacích tyčí pri kontaktnom ohreve pevných látok
- Mosaz – do 400°C
- Měď – do 165 °C
- AISI 321 – do 750 °C
- AISI 304 – do 650 °C
- AISI 309 – odolnosť rúrky (nie vyhrievacie tyče) do 950 ° C
- Incoloy 800 – odolnosť rúrky (nie vyhrievacie tyče) do 1050 ° C
- Hliník – do 400 ° C
Odporúčania k regulácii teploty pri ohreve pevných látok
(Platí aj u ostatných typov ohrevov, ale pri kontaktnom ohreve pevných látok tj. Kondukciou, kde je bežná prax vyšších pracovných teplôt spolu s požiadavkou pomerne presnej regulácie pracovných teplôt. Z týchto dôvodov má tu správny spôsob regulácie teploty významnejší vplyv na životnosť vyhrievacích telies ako u ohrevu kvapalín alebo plynov).
Zapínanie a vypínanie v rozsahu 40s- 60s spôsobuje opakované úplné rozpínanie a zmrštenie odporového drôtu. To má za následok veľké namáhanie a oxidácii vyhrievacieho drôtu vnútri vyhrievacie tyče. Kapilárne a bimetalové termostaty majú príliš veľkú zapínacie / vypínacie diferenciu.
Za účelom zvýšenia životnosti vyhrievacích tyčí sa preto odporúča použiť elektronickú reguláciu (ON / OFF regulátor alebo PID regulátor) spolu s mechanickým relé, kde spínacie časy musí byť pod 10s. Ideálnym riešením je regulácia s riadeným elektrickým napätím v časových intervaloch do 1s tj. Teplotnej regulácie + SSR (solid-state relé) alebo SCR relé.
Tepelné čidlo umiestňovať max.10mm od vyhrievacích tyčí.